Hobi Elektroniğinde Lehimleme Teknikleri ve İpuçları
Platformumuzdaki en çok okunan ve popüler makaleleri görmek için Trendler bölümüne geçebilirsiniz.
Hobi elektroniğine yeni başlayanlar için lehimleme, devre elemanlarını güvenli ve sağlam bir şekilde bağlamak adına temel bir beceridir. İlk denemelerde karşılaşılan sorunların başında kötü lehim bağlantıları gelir. Bu yazıda, lehimleme kalitesini artırmak için dikkat edilmesi gereken teknik detaylar ve yaygın hatalar ele alınacaktır.
Lehim Teli Seçimi ve Özellikleri
Lehim teli seçimi, lehim kalitesini doğrudan etkileyen bir faktördür. Yaygın olarak kullanılan 60/40 (yüzde 60 kalay, yüzde 40 kurşun) lehim teli, erirken "plastik" bir ara faza girer. Bu durum, lehim soğurken hareket ettirilirse soğuk lehim bağlantılarına yol açabilir ve bu tür bağlantılar yüksek direnç gösterir, mat ve taneli bir görünüme sahiptir.
Buna karşılık, 63/37 oranındaki eutektik lehim teli, erirken ara faza girmez; katıdan doğrudan sıvıya, sıvıdan doğrudan katıya geçer. Bu özellik, soğuk lehim bağlantılarının oluşmasını büyük ölçüde engeller. Bu nedenle elektronik üretim sektöründe 63/37 lehim teli tercih edilir. Kester ve Alphametals gibi markalar, kaliteli lehim teli üretir.
Ayrıca Bakınız


Lehimleme Demiri ve Sıcaklık Ayarı
Lehimleme demirinin ucu, lehimleme kalitesi üzerinde kritik bir rol oynar. Ucunun temiz tutulması ve doğru sıcaklıkta kullanılması gerekir. Örneğin, Weller EC2001 gibi endüstri standardı lehimleme demirleri genellikle 700°F (yaklaşık 371°C) sıcaklıkta kullanılır. Bu sıcaklık, lehim telinin erime sıcaklığının (350-375°C) üzerinde olup lehimin hızlı ve düzgün akmasını sağlar.
Demirin ucu, lehimleme sırasında nemli bir süngerle temizlenmeli ve lehimle kaplanarak (tinlenerek) ısı köprüsü oluşturulmalıdır. Bu uygulama, lehimin lehimleme yüzeyine eşit ve hızlı yayılmasını sağlar.

Flux Kullanımı ve Önemi
Lehim teli içerisinde bulunan reçine (rosin) bazlı flux, lehimleme işleminin %90'ı için yeterlidir. Ancak soğuk lehim bağlantılarını düzeltmek veya yüksek ısı gerektiren bağlantılarda ek flux kullanmak faydalıdır. RMA (Rosin Mildly Activated) flux, lehim bağlantısını yeniden akıtmak için idealdir.
Önemli bir uyarı olarak, tesisat işlerinde kullanılan asit bazlı fluxlar elektronik devrelerde kullanılmamalıdır. Bu tür fluxlar devre elemanlarına ve baskılı devre kartına zarar verir.
Lehimleme Teknikleri ve Pratik Öneriler
Lehimleme öncesinde lehimlenecek pad ve tel üzerine flux uygulanması, ısının eşit dağılmasını sağlar.
Lehimleme demiri önce pad ve tele temas ettirilmeli, ardından lehim teli yaklaşık 1 saniye sonra uygulanmalıdır. Bu yöntem, soğuk lehim bağlantılarını önler.
Lehimleme demirinin ucu, lehimleme sırasında ve sonrasında temizlenmeli ve tinlenmelidir. Bu, ucun oksitlenmesini engeller.
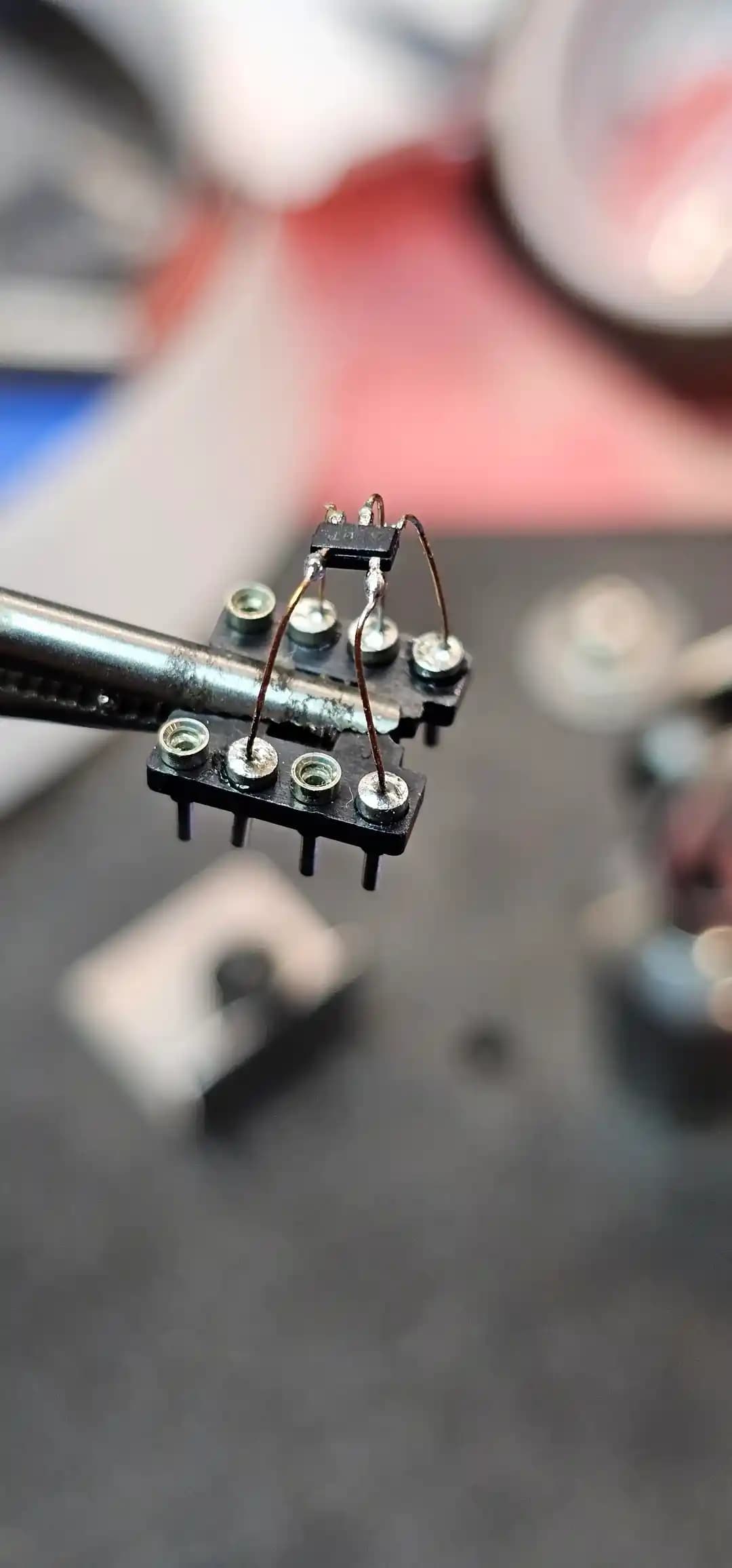
Lehimleme pratiği için pin header gibi basit bileşenler üzerinde çalışmak, modülleri zarar vermeden beceriyi geliştirmek için uygundur.
Kaliteli lehim teli ve uygun sıcaklıkta demir kullanımı, lehim kalitesini artırır.
Sonuç
Lehimleme, elektronik hobi projelerinde temel ve kritik bir adımdır. Doğru lehim teli seçimi, uygun sıcaklık ayarı, flux kullanımı ve temiz bir lehimleme ucu ile lehim kalitesi önemli ölçüde artırılabilir. Pratik yaparak ve önerilen tekniklere dikkat ederek, lehimleme becerisi hızla geliştirilebilir. Elektronik devrelerin güvenilirliği ve performansı, iyi lehim bağlantıları ile sağlanır.
"Lehimleme pratiği arttıkça, daha iyi lehimler yapacağınızı göreceksiniz. Flux kullanımı ve sıcaklık kontrolü, bu sürecin vazgeçilmez unsurlarıdır."